Stworzyliśmy Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, w skrócie MRMiCZ3g. Sterownik jest przeznaczony do zasilania transformatorów zgrzewalniczych w zgrzewarce wielopunktowej.
Opracowane przez nas urządzenie to nowoczesny sterownik mikroprocesorowy, który wraz z układem tyrystorowym stanowi kompletne rozwiązanie służące do zasilania transformatorów w zgrzewarkach wielopunktowych przeznaczonych na przykład do produkcji siatek stalowych, mat budowlanych, siatek zbrojeniowych, paneli ogrodzeniowych, belek stropowych Teriva, gabionów, koszy i wielu innych.
 Sterownik Mikroprocesorowego Regulatora Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych
Sterownik Mikroprocesorowego Regulatora Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych
MRMiCZ3g są instalowane w nowych zgrzewarkach wielopunktowych bądź wykorzystywane są do modernizacji zgrzewarek używanych, w których to zastępują one przestarzałe sterowniki. Wielu automatyków i elektryków, którzy dotychczas wykorzystywali dostarczone przez nas regulatory, z łatwością dokonało montażu, podłączenia oraz uruchomienia urządzeń. Obszerna dokumentacja zawiera elektryczne schematy podłączeniowe, przykładowe programy transmisji danych ze sterownika programowalnego oraz panelu operatorskiego do MRMiCZ3g, opis rejestrów i cewek protokołu MODBUS/RTU, opis menu sterownika.
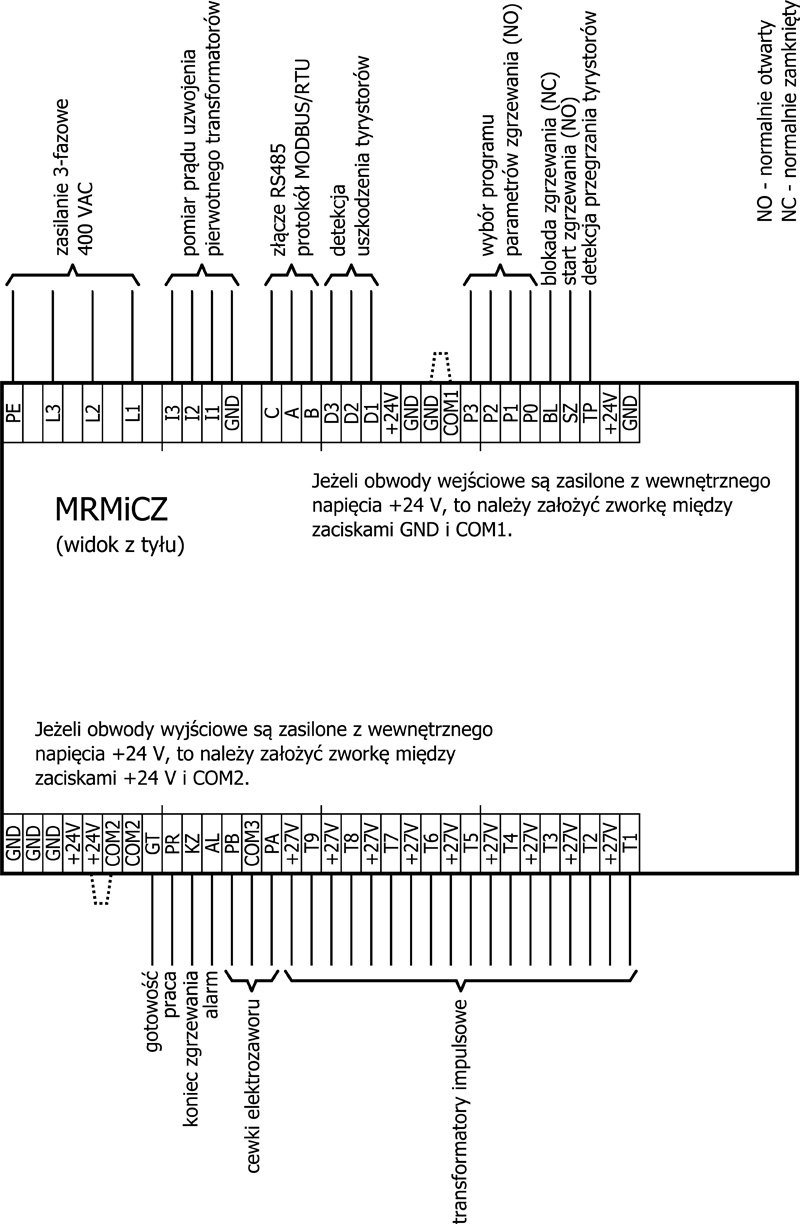 Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, wejścia i wyjścia sterownika
Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, wejścia i wyjścia sterownika
Rozpoczęcie zgrzewania następuje po podaniu sygnału wejściowego SZ (start zgrzewania). Sygnał SZ powinien być w stanie wysokim przez cały czas trwania zgrzewania. Zdjęcie sygnału SZ przed zakończeniem cyklu zgrzewania powoduje dokończenie rozpoczętego okresu prądu i przerwanie zgrzewania.
Zakończeniu zgrzewania towarzyszy wyjściowy sygnał KZ (koniec zgrzewania) o charakterze impulsu trwającego 30 ms.
Gdy sygnał wejściowy BL (blokada) nie jest podany (jest w stanie niskim), to wówczas pomimo ewentualnego podania sygnału wejściowego SZ zgrzewanie nie będzie następować.
W trakcie cyklu zgrzewania sygnał wyjściowy PR (praca) jest w stanie wysokim. W skład cyklu zgrzewania wchodzi czas oczekiwania na opuszczenie elektrod, zgrzewanie, czas trzymania przed podniesieniem elektrod.
W trakcie cyklu zgrzewania wyjściowe sygnały sterujące cewkami elektrozaworu znajdują się w następujących stanach: PA – w stanie wysokim, PB – w stanie niskim. Jeśli nie trwa cykl zgrzewania, to wyjściowe sygnały sterujące cewkami elektrozaworu znajdują się w następujących stanach: PA – w stanie niskim, PB – w stanie wysokim.
Zgrzewanie może następować wówczas, gdy sygnał wyjściowy GT (gotowość) jest w stanie wysokim. Sygnał GT jest w stanie niskim jeśli uruchomione jest aktualnie menu sterownika albo jeśli sterownik zgłosił alarm. Po wyjściu z menu do ekranu głównego bądź po skasowaniu alarmu sygnał GT będzie w stanie wysokim.
Jeśli sterownik zgłosi alarm, to sygnał wyjściowy AL (alarm) będzie znajdować się w stanie wysokim, do czasu skasowania alarmu. Skasować alarm można za pomocą przycisku OK znajdującego się na płycie czołowej sterownika bądź zdalnie za pomocą protokołu MODBUS.
Przełączanie programów parametrów zgrzewania odbywa się za pomocą sygnałów wejściowych P0, P1, P2, P3.
Część pierwsza zaprezentowanego poniżej przebiegu przedstawia sytuację, w której zgrzewanie zostało zakończone samoistnie (na podstawie ustawionego czasu zgrzewania), po czym zdjęto sygnał sterujący SZ (start zgrzewania). Część druga przebiegu przedstawia sytuację, w której zgrzewanie zostało przerwane (przed jego samoistnym zakończeniem, wynikającym z ustawionego czasu zgrzewania) poprzez zdjęcie sygnału sterującego SZ (start zgrzewania) – czas od momentu zdjęcia sygnału sterującego SZ do czoła sygnału KZ (koniec zgrzewania) wynosi do 20 ms (jest to podyktowane potrzebą dokończenia już rozpoczętego okresu). W przypadku, gdy nie następuje zmiana programu zgrzewania (za pomocą sygnałów P0 – P3), to minimalny czas zwłoki między zakończeniem zgrzewania (pojawienie się czoła sygnału KZ) a rozpoczęciem kolejnego zgrzewania (podanie sygnału SZ) wynosi 20 ms. Zmianę programu zgrzewania (sygnały sterujące P0 – P3) dla danego cyklu zgrzewania najdogodniej przeprowadzić w momencie zakończenia poprzedniego cyklu zgrzewania (tak, jak zostało to przedstawione na przebiegu). Minimalny czas zwłoki między zakończeniem zgrzewania (pojawienie się czoła sygnału KZ) i jednoczesną zmianą programu zgrzewania (sygnały sterujące P0 – P3) a rozpoczęciem kolejnego zgrzewania (podanie sygnału SZ) wynosi 30 ms.
Dla zaprezentowanego przebiegu, czas opuszczania elektrod i czas trzymania wynosiły 0.
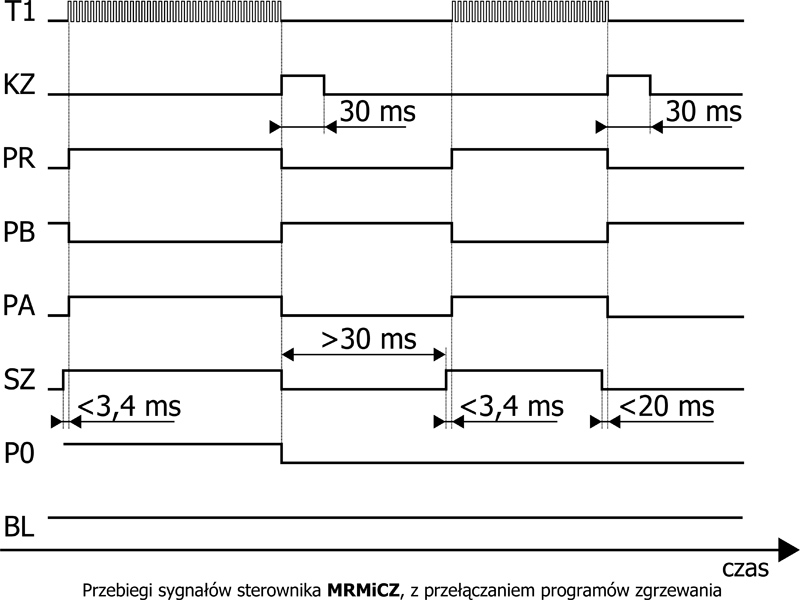 Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, przebiegi sygnałów sterownika
Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, przebiegi sygnałów sterownika
Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji może sterować do dziewięciu modułów tyrystorowych – można za jego pośrednictwem zasilić do dziewięciu transformatorów zgrzewalniczych.
MRMiCZ3g posiada funkcję pomiaru prądu zgrzewania. Istnieje możliwość wyświetlania wartości mierzonych prądów na ekranie wyświetlacza, odczytu zdalnego wartości mierzonych prądów za pośrednictwem złącza RS485 (protokół MODBUS/RTU), awaryjnego wyłączenia po przekroczeniu określonej wartości prądu. Na zaciski wejść I1, I2, I3 sterownika należy podać sygnały napięciowe odpowiadające wartościom prądów płynących w uzwojeniach pierwotnych transformatorów – dla każdej z trzech faz pomiaru dokonuje się niezależnie. Wartości wyświetlane na ekranie wyrażone są w kiloamperach – na podstawie wartości prądu w uzwojeniu pierwotnym pokazywany jest teoretyczny prąd w uzwojeniu wtórnym. Pomiaru prądów dokonuje się za pomocą układów, które na wyjściu dają sygnał napięciowy w zakresie od 0 V do 5 V. Elementami pomiarowymi są typowo przekładniki prądowe LEM. Nieużywane wejścia I1, I2, I3 należy zewrzeć do masy poprzez założenie mostka.
Moduły tyrystorowe sterowane są za pośrednictwem płytek z transformatorami impulsowymi. Płytki te podłącza się do wyjść T1, T2, …, T9 sterownika. T1 oznacza moduł nr 1, faza L1. T2 oznacza moduł nr 2, faza L2. T3 oznacza moduł nr 3, faza L3. T4 oznacza moduł nr 4, faza L1. T5 oznacza moduł nr 5, faza L2. T6 oznacza moduł nr 6, faza L3. T7 oznacza moduł nr 7, faza L1. T8 oznacza moduł nr 8, faza L2. T9 oznacza moduł nr 9, faza L3.
Każda z płytek z transformatorami impulsowymi posiada czujnik temperatury typu PTC. Czujniki temperatury na poszczególnych płytkach łączy się szeregowo, a następnie podłącza do zacisku wejścia TP sterownika.
Każda z płytek z transformatorami impulsowymi posiada układ detekcji uszkodzenia tyrystorów. Sygnały wyjściowe układów detekcji uszkodzenia tyrystorów łączy się szeregowo (gdy występują więcej niż trzy moduły tyrystorowe) w obrębie każdej z trzech faz, a następnie podłącza do zacisków wejściowych D1, D2, D3.
Wejścia Mikroprocesorowego Regulatora Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych mogą być sterowane na przykład za pomocą przełączników z wykorzystaniem wewnętrznego zasilacza sterownika. Wyjścia MRMiCZ3g mogą sterować na przykład cewkami przekaźników bądź cewkami elektrozaworów z wykorzystaniem wewnętrznego zasilacza sterownika. MRMiCZ3g posiada dwa zasilacze +24 VDC – jeden dla wejść (wyprowadzenia +24 V w górnej listwie zaciskowej), drugi dla wyjść (wyprowadzenia +24 V w dolnej listwie zaciskowej).
Punkt wspólny wejść sterownika wyprowadzony jest na zacisk COM1. Jeśli wejścia sterownika są zasilone z wewnętrznego zasilacza, to należy założyć zworkę między zaciskami GND i COM1.
Punkt wspólny wyjść sterownika wyprowadzony jest na zacisk COM2. Jeśli wyjścia sterownika są zasilone z wewnętrznego zasilacza, to należy założyć zworkę między zaciskami +24 V i COM2. Obciążalność prądowa wyjść sterownika wynosi 0,5 A.
Punkt wspólny wyjść PA i PB, sterujących cewkami elektrozaworu siłownika, wyprowadzony jest na zacisk COM3. Obciążalność prądowa wyjść sterownika wynosi 0,5 A. Sygnał PB stanowi negację sygnału PA.
 Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, sterowanie stykowe
Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, sterowanie stykowe
Wejścia i wyjścia Mikroprocesorowego Regulatora Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych mogą być podłączone do sterownika programowalnego, z wykorzystaniem wewnętrznego zasilacza sterownika.
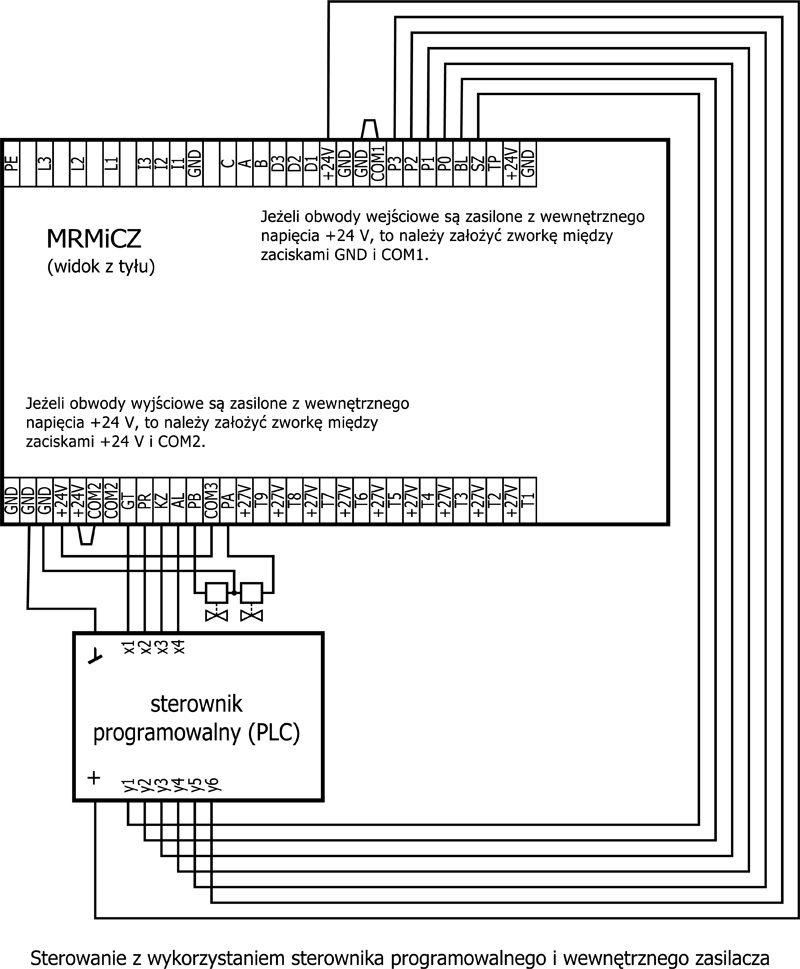 Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, sterowanie z wykorzystaniem sterownika programowalnego i wewnętrznego zasilacza
Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, sterowanie z wykorzystaniem sterownika programowalnego i wewnętrznego zasilacza
Wejścia i wyjścia Mikroprocesorowego Regulatora Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych mogą być podłączone do sterownika programowalnego, z wykorzystaniem zewnętrznego zasilacza.
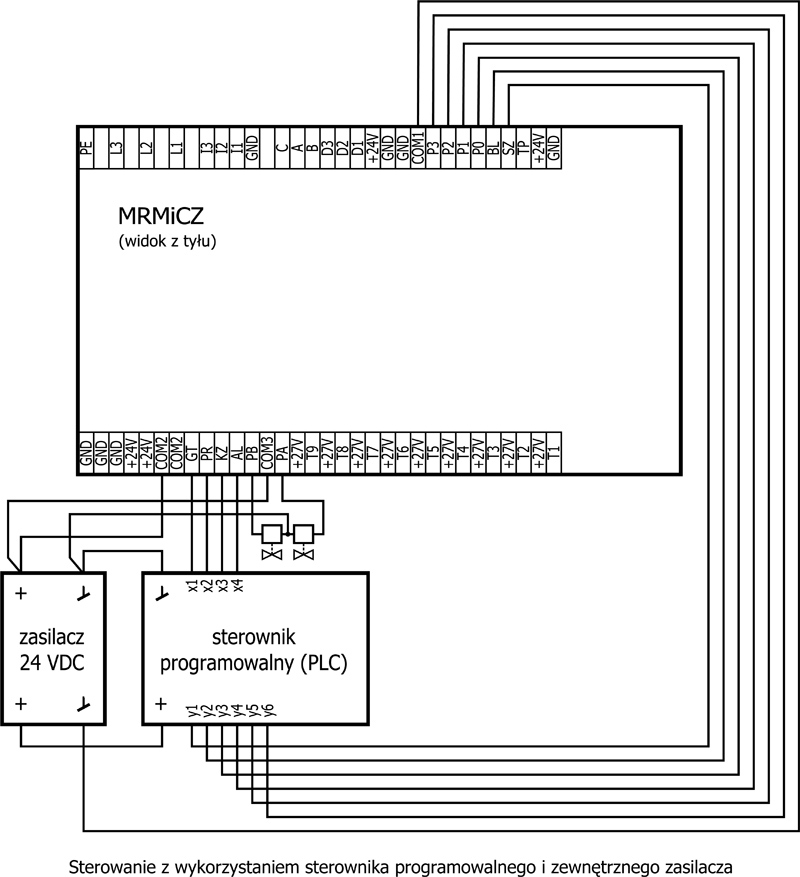 Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, sterowanie z wykorzystaniem sterownika programowalnego i zewnętrznego zasilacza
Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, sterowanie z wykorzystaniem sterownika programowalnego i zewnętrznego zasilacza
MRMiCZ3g jest urządzeniem typu slave obsługującym protokół MODBUS/RTU w rozszerzonej klasie podstawowej (ang. basic) dla linii szeregowej w standardzie RS485 2W-cabling. Obsługiwane są prędkości transmisji 9600 bps bądź 19200 bps. Przeprowadzono pomyślnie próby transmisji danych z prędkością 19200 bps dla kabla o długości 85 metrów.
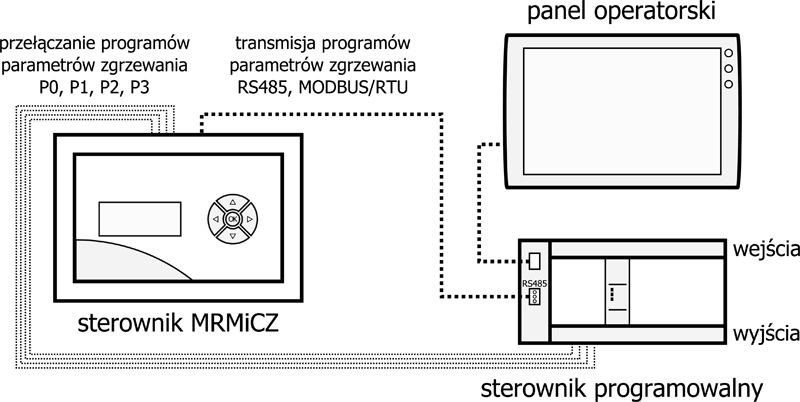 Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, przykładowe rozwiązanie transmisji danych
Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, przykładowe rozwiązanie transmisji danych
Programy parametrów zgrzewania można przesyłać do sterownia MRMiCZ3g przez sieć transmisji danych złączem RS485 w protokole MODBUS/RTU. Istnieje także możliwość stworzenia w pełni funkcjonalnego systemu automatyki, bez konieczności przesyłania programów parametrów zgrzewania do sterownika MRMiCZ3g przez sieć transmisji danych. Jest to możliwe dzięki temu, że wszystkie programy parametrów zgrzewania można ustawić bezpośrednio w samym sterowniku MRMiCZ3g korzystając ze zintegrowanego wyświetlacza oraz przycisków znajdujących się na panelu czołowym urządzenia. Korzystając z przycisków na panelu czołowym sterownika MRMiCZ3g operator wprowadza parametry zgrzewania dla programów, które będą wykorzystywane w trakcie zgrzewania danego produktu. Podczas produkcji, wybór potrzebnego w danym momencie programu parametrów zgrzewania dokonywany byłby na przykład przez sterownik programowalny stykowo poprzez odpowiednie sygnały podawane na wejścia P0, P1, P2, P3 sterownika MRMiCZ3g.
MRMiCZ3g posiada wielopoziomowe menu, za pomocą którego można ustawić parametry pracy sterownika oraz dokonać jego diagnostyki. Obecnie obsługiwane są języki polski oraz angielski; istniej możliwość dodania kolejnych języków menu. Podczas pracy, na ekranie sterownika wyświetlane są aktualne parametry zgrzewania, wartości mierzonych prądów, aktualny stan procesu zgrzewania, stan wejść i wyjść.
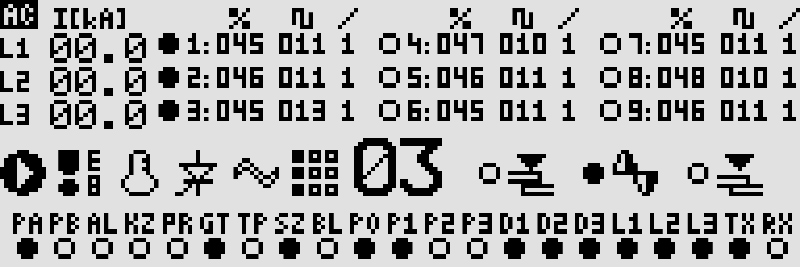 Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, ekran pracy sterownika
Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, ekran pracy sterownika
Tworzymy kompletne układy przeznaczone do zasilania transformatorów zgrzewalniczych zgrzewarek wielopunktowych. Urządzenia te składają się ze sterownika MRMiCZ3g oraz szeregu układów tyrystorowych – w jednej obudowie znajduje się mikroprocesorowy sterownik zgrzewania MRMiCZ3g, moduły tyrystorowe zainstalowane na radiatorach, transformatory impulsowe oraz filtry przepięciowe. Stosujemy także filtr redukujący emisję zakłóceń do sieci elektrycznej.
 Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, kompletny układ tyrystorowy wraz ze sterownikiem mikroprocesorowym przeznaczony do zasilania transformatorów zgrzewalniczych rezystancyjnych zgrzewarek wielopunktowych
Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, kompletny układ tyrystorowy wraz ze sterownikiem mikroprocesorowym przeznaczony do zasilania transformatorów zgrzewalniczych rezystancyjnych zgrzewarek wielopunktowych
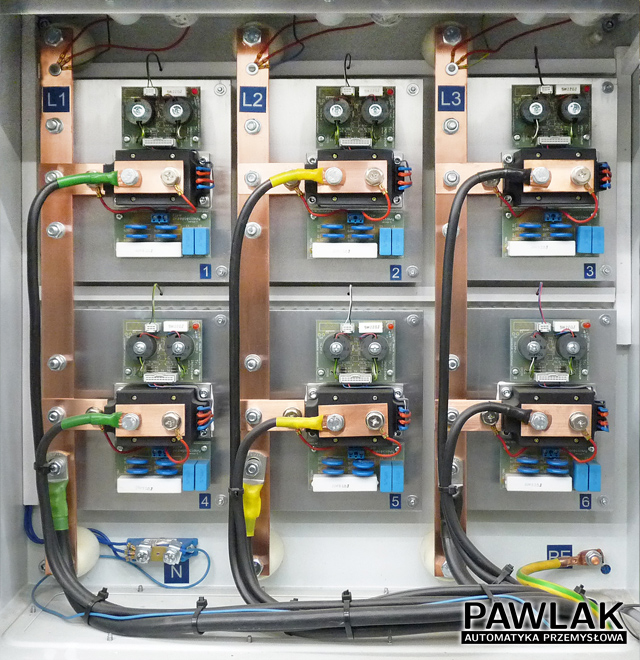 Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, tyrystorowy obwód siłowy przeznaczony do zasilania transformatorów zgrzewalniczych rezystancyjnych zgrzewarek wielopunktowych
Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych, tyrystorowy obwód siłowy przeznaczony do zasilania transformatorów zgrzewalniczych rezystancyjnych zgrzewarek wielopunktowych
Wszystkie elektroniczne podzespoły, z których składają się budowane przez nas układy tyrystorowe wykonywane są tak, aby zapewnić długoletnią bezawaryjną pracę. Dla przykładu zaprojektowane przez nas filtry przepięciowe, pracujące szereg lat w wielu zgrzewarkach, ani razu nie uległy awarii. Udało się to uzyskać dzięki przemyślanej konstrukcji. Zwiększenie wytrzymałości mechanicznej możliwe jest dzięki stosowaniu szerokich ścieżek na elektronicznych płytkach drukowanych – jeśli ścieżki byłyby zbyt wąskie (co jest niejednokrotnie obserwowane w filtrach produkowanych przez konkurencję), to z upływem lat popękałyby one w wyniku wibracji. Nie obcinamy wyprowadzeń elementów elektronicznych, natomiast zaginamy je, dzięki czemu dodatkowo zwiększamy wytrzymałość mechaniczną układu. Tworzone przez nas płytki elektroniczne mają duże pola lutownicze, co przekłada się na trwałe zespolenie elementów elektronicznych. Ponadto wszelkie duże bądź ciężkie podzespoły elektroniczne przyklejane są do płytek drukowanych klejem, aby zwiększyć wytrzymałość mechaniczną. Więcej informacji dotyczących stosowanych przez nas rozwiązań zapewniających bezawaryjną pracę układów elektronicznych można odnaleźć w artykule Filtry przepięciowe i transformatory impulsowe do bloków tyrystorowych.
 Filtr przepięciowy (filtr RC) do modułów tyrystorowych – widok od spodu płytki elektronicznej, jeszcze nie zlutowanej (szerokie ścieżki, duże pola lutownicze, zagięte wyprowadzenia elementów zwiększają wytrzymałość mechaniczną i wydłużają żywotność układu)
Filtr przepięciowy (filtr RC) do modułów tyrystorowych – widok od spodu płytki elektronicznej, jeszcze nie zlutowanej (szerokie ścieżki, duże pola lutownicze, zagięte wyprowadzenia elementów zwiększają wytrzymałość mechaniczną i wydłużają żywotność układu)
Poniżej przedstawiono podstawowe dane techniczne sterownika Mikroprocesorowego Regulatora Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych.
| Napięcie zasilania | 3 x 400 VAC +10% -15% 50 Hz |
| Pobór mocy sterownika | 16 VA (zasilanie włączone, bez zgrzewania) ok. 40 VA (zasilanie włączone, zgrzewanie) |
| Zakres temperatury pracy | 5°C ÷ 40°C przy wilgotności względnej: - do 50% w temperaturze 40°C, - do 90% w temperaturze 20°C. |
| Wilgotność względna | 90% przy +20°C |
| Atmosfera | Nieagresywna; otaczające powietrze wolne od nadmiernych ilości pyłów, kwasów, gazów lub substancji wywołujących korozję itd. |
| Wymiary otworu montażowego | 215 mm x 135 mm |
| Wymiary sterownika (szer. x wys. x głęb.) | 213 mm x 133 mm x 100 mm (ramka 243 mm x 165 mm x 4mm) |
| Waga sterownika | 3400 g |
| Stopień ochrony | IP20 |
| Wyjścia sterujące | - obciążalność prądowa 500 mA |
| Parametry zgrzewania | - moc zgrzewania (0 ÷ 100%) - czas zgrzewania (0 ÷ 100 okresów prądu przemiennego 50 Hz, czyli 0 ÷ 2 sekund) - czas narastania (0 ÷ 9 okresów prądu przemiennego 50 Hz) (dla każdego modułu tyrystorowego można ustawić niezależnie inne parametry) |
| Liczba obsługiwanych modułów tyrystorowych | 9 |
| Pamięć programów technologicznych | 16 |
| Tryby zgrzewania | jednoczesny (●●●●●●●●●), kolejnościowy (●●●○○○○○○,○○○●●●○○○,○○○○○○●●●), pojedynczy (●○○○○○○○○,○●○○○○○○○,…,○○○○○○○○●), zaprogramowany przez użytkownika (można definiować własne kolejności wyzwalania modułów) |
| Separacja galwaniczna zabezpieczająca układ przed uszkodzeniem | Tak |
| Komunikacja sieciowa | Tak (optoizolowany RS485 – MODBUS/RTU) |
| Pomiar prądu zgrzewania | Tak (opcjonalnie) |
| Układ detekcji zaniku synchronizacji | Tak |
| Zabezpieczenie dostępu do menu hasłem | Tak |
| Obsługiwane języki | polski, angielski; możemy dodać także inne języki |
| Zabezpieczenie przed przegrzaniem tyrystorów | Tak |
| Układ detekcji uszkodzenia tyrystorów | Tak |
| Funkcja eliminacji składowej stałej prądu | Tak |
| Dopuszczalny system uziemienia | TN (zerowanie – PE) |
| Wartość znamionowa bezpiecznika sterownika | 200 mA |
Na poniższym filmie zademonstrowano działanie czterech trybów zgrzewania (jednoczesny, kolejnościowy, pojedynczy, użytkownika) obsługiwanych przez Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji dla zgrzewarek wielopunktowych.
Mikroprocesorowy Regulator Mocy i Czasu Zgrzewania 3. generacji
dla zgrzewarek wielopunktowych, film
Stworzone przez nas sterowniki oraz układy tyrystorowe dla zgrzewarek wielopunktowych są montowane zarówno w nowo powstających oraz modernizowanych maszynach. Poniżej prezentujemy kilka opinii użytkowników naszych regulatorów prądu zgrzewania dla zgrzewarek wielopunktowych, jednopunktowych oraz jednopunktowych.
Inne materiały:
http://www.pawlak-automatyka.pl/gotowe-rozwiazania/zgrzewarki-wielopunktowe
http://www.pawlak-automatyka.pl/blog/tyrystory-metody-diagnostyki-i-zabezpieczenia/