
Zgrzewarki liniowe wykorzystywane są do produkcji takich elementów, jak na przykład kanały wentylacyjne i klimatyzacyjne, puszki, kompensatory mieszkowe itp. Od jakości uzyskiwanych połączeń zgrzewanych zależy jakość finalnego produktu. Niekiedy zdarza się, że z jakichś przyczyn zgrzewarka liniowa odmawia posłuszeństwa bądź jakość zgrzewania ulega pogorszeniu. Wówczas bywa, że jesteśmy proszeni o dokonanie diagnostyki wadliwie działającego urządzenia. Dzięki doświadczeniu w branży zgrzewalniczej oraz specjalistycznemu oprzyrządowaniu pomiarowemu, jesteśmy w stanie odpowiedzieć na pytanie, co jest przyczyną problemu.
W elektrycznym zgrzewaniu oporowym na zgrzew wpływają trzy główne parametry:
– czas przepływu prądu zgrzewania,
– rezystancja zgrzewanego punktu,
– wartość natężenia prądu płynącego przez zgrzewany punkt.
W przypadku zgrzewarek liniowych, czas przepływy prądu zgrzewania przez zgrzewany punkt jest ściśle związany z prędkością obrotową rolek. Im prędkość obrotowa rolek jest większa, tym szybciej przesuwa się zgrzewany materiał, a zatem krótszy jest czas przepływu prądu zgrzewania przez zgrzewany w danym momencie punkt. Krótszy czas przepływu prądu zgrzewania przez zgrzewany w danym momencie punkt oznacza słabszy zgrzew.
Rezystancja zależy między innymi od siły docisku rolek. Jeśli obserwowane jest duże iskrzenie, to może to świadczyć o zbyt małej sile docisku elektrod. Brak iskrzenia może świadczyć o zbyt dużej sile docisku. Często obserwujemy, jak operatorzy próbujący zaradzić sytuacji, w której zgrzewarka nie dogrzewa starają się ustawić bardzo dużą siłę docisku rolek, mając nadzieję, że będzie to remedium na problemy z uzyskiwaniem mocnego zgrzewu. Bywa, że podejście to jest błędne, a poprawę sytuacji może przynieść zmniejszenie siły docisku, zamiast jej zwiększenia. Zmniejszając siłę docisku rolek wpływamy na zwiększenie rezystancji zgrzewanego punktu, co powoduje, że w zgrzewanym punkcie wydzielana będzie większa energia, a to przełoży się na mocniejszy zgrzew. Należy jednak zdawać sobie sprawę z tego, że zbyt mała siła docisku będzie powodować nadmierne wypalanie elektrod. Oprócz siły docisku, na rezystancję wpływa również rodzaj zgrzewanego materiału.
W sytuacji, gdy zgrzewarka nie dogrzewa, mimo ustawienia dużej wartości prądu zgrzewania, należy sprawdzić, czy nie występują spadki napięcia na połączeniach między wyprowadzeniami uzwojenia wtórnego transformatora zgrzewalniczego a elektrodami. Niejednokrotnie zdarza się, że należy oczyścić i dokręcić połączenia śrubowe oraz oczyścić elektrody. W niektórych zgrzewarkach liniowych, w których w rolkach znajduje się rtęć, może wystąpić konieczność jej uzupełnienia.
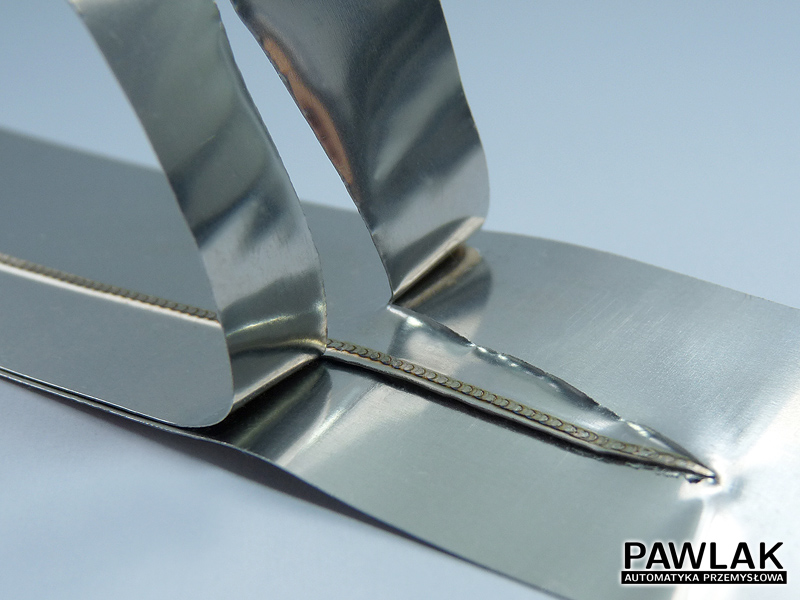 Prawidłowy zgrzew wykonany przez zgrzewarkę liniową jest tak mocny, że nie ulega zerwaniu podczas próby rozerwania blaszek
Prawidłowy zgrzew wykonany przez zgrzewarkę liniową jest tak mocny, że nie ulega zerwaniu podczas próby rozerwania blaszek
 Nieprawidłowy zgrzew wykonany przez zgrzewarkę liniową ulega zerwaniu podczas próby rozerwania blaszek
Nieprawidłowy zgrzew wykonany przez zgrzewarkę liniową ulega zerwaniu podczas próby rozerwania blaszek
Jednym z podstawowych badań diagnostycznych zgrzewarki liniowej jest ocena kształtu i wartości natężenia prądu zgrzewania. Z pomocą przychodzi tu odpowiedni sprzęt pomiarowy taki, jak przekładnik prądowy umożliwiający pomiar prądu uzwojenia wtórnego, cęgi prądowe umożliwiające pomiar prądu uzwojenia pierwotnego oraz oscyloskop. Należy sprawdzić, czy układ regulatora generuje prawidłowo impulsy zapłonowe na bramki tyrystorów. Warto ocenić, czy układ prawidłowo synchronizuje się z siecią zasilającą. W przypadku braku prądu zgrzewania w dodatniej lub ujemnej połówce sinusoidy, należy dokonać diagnostyki tyrystorów oraz układu regulatora.
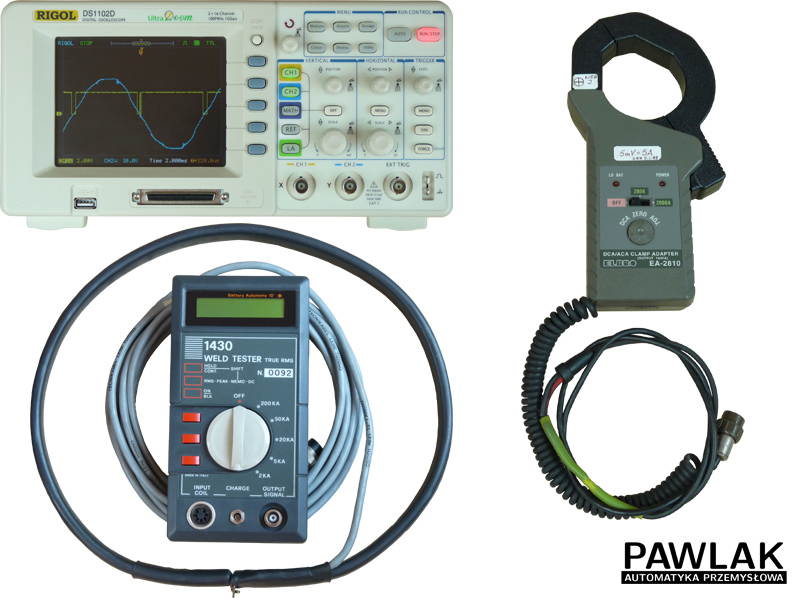 Przyrządy pomiarowe (oscyloskop, opaska do pomiaru prądu uzwojenia wtórnego, cęgi do pomiaru prądu uzwojenia pierwotnego) do diagnostyki zgrzewarek liniowych
Przyrządy pomiarowe (oscyloskop, opaska do pomiaru prądu uzwojenia wtórnego, cęgi do pomiaru prądu uzwojenia pierwotnego) do diagnostyki zgrzewarek liniowych
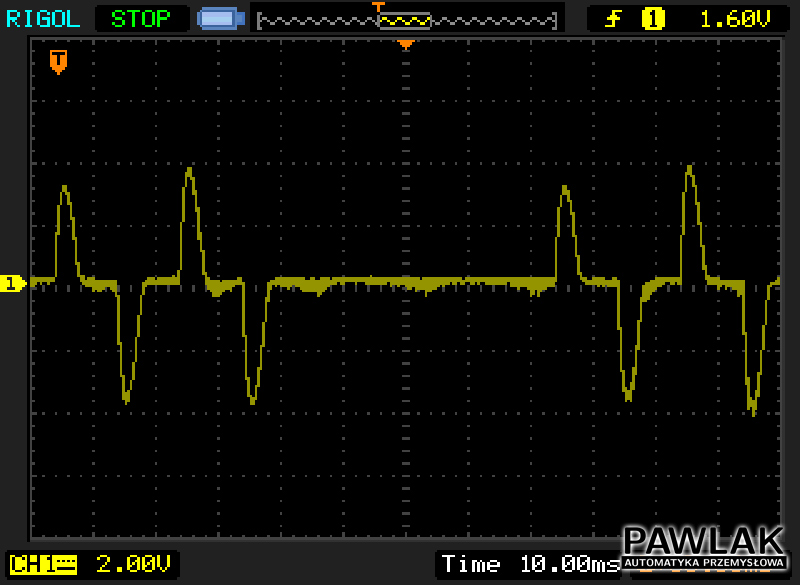 Przebieg czasowy prądu zgrzewania zgrzewarki liniowej, z ustawionym cyklem dwóch okresów prądu zgrzewania i dwóch okresów bezprądowych
Przebieg czasowy prądu zgrzewania zgrzewarki liniowej, z ustawionym cyklem dwóch okresów prądu zgrzewania i dwóch okresów bezprądowych
Należy sprawdzić, czy zwora na wyprowadzeniach odczepów transformatora zgrzewalniczego jest prawidłowo założona.
Sporadycznie, zwłaszcza w przypadku niskiej jakości rzemieślniczych zgrzewarek, może zdarzyć się tak, że zamiast transformatora zgrzewalniczego został zainstalowany transformator spawalniczy. Wówczas nie uniknie się problemów z zapewnieniem wysokiej jakości zgrzewu.
Niekiedy obserwuje się niekorzystne zjawisko polegające na tym, że początek i koniec zgrzewu liniowego (na początku i na końcu zgrzewanego elementu) są przegrzane. Na ogól jest to spowodowane brakiem efektu tak zwanego bocznikowania. Rozwiązaniem tego problemu może być zastosowanie takiego regulatora mocy i czasu zgrzewania, który umożliwia ustawienie mniejszej mocy zgrzewania w początkowej (tuż przy początkowej krawędzi zgrzewanego elementu) i końcowej (tuż przy końcowej krawędzi zgrzewanego elementu) fazie zgrzewania.
Wpływ na jakość zgrzewu ma również prawidłowo funkcjonująca mechanika zgrzewarki. Powtarzalne, okresowe niedogrzewanie zaobserwowane w zgrzewie liniowym może oznaczać, że rolka ma w którymś miejscu nierówną powierzchnię, jest zabrudzona bądź wypalona. Nierówny, momentami wyboczony zgrzew liniowy może być spowodowany nierównym torem, po którym porusza się wózek przesuwający zgrzewany materiał. Nierówne odległości między punktami zgrzeiny liniowej mogą świadczyć o luzach w przekładni układu napędowego rolek bądź o problemie z utrzymywaniem stałej prędkości przez silnik.
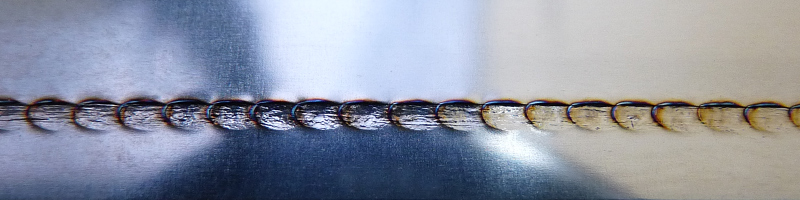 Zgrzew wykonany przez zgrzewarkę liniową z zainstalowanym wykonanym przez nas regulatorem mocy i czasu zgrzewania
Zgrzew wykonany przez zgrzewarkę liniową z zainstalowanym wykonanym przez nas regulatorem mocy i czasu zgrzewania
 Zgrzew wykonany przez zgrzewarkę liniową, wykorzystującą drut miedziany w procesie zgrzewania, z zainstalowanym wykonanym przez nas regulatorem mocy i czasu zgrzewania
Zgrzew wykonany przez zgrzewarkę liniową, wykorzystującą drut miedziany w procesie zgrzewania, z zainstalowanym wykonanym przez nas regulatorem mocy i czasu zgrzewania
System sterowania zgrzewarką liniową, film
System sterowania zgrzewarką liniową, film
Inne materiały:
http://www.pawlak-automatyka.pl/gotowe-rozwiazania/zgrzewarki-liniowe
http://www.pawlak-automatyka.pl/zgrzewanie-oporowe
http://www.pawlak-automatyka.pl/images/artykuly/tyrystory_metody_diagnostyki_i_zabezpieczenia/Tyrystory_-_metody_diagnostyki_i_zabezpieczenia.pdf